
é¶ä»¶æ¯å¯å¾æ 注æ¹å¼ç论è¯ä¸åºç¨
é¢å®å® å¨å¨

æ è¦ï¼æ¯å¯å¾æ¯å¨é¶ä»¶å¾çåºç¡ä¸å ä¸äºå å·¥ä½éï¼å¹¶æç»æç®åäºçå¾çº¸ãä½æ¯å¨æç§æ åµä¸ï¼è¿ç§æ¯å¯è®¾è®¡ä¼å¯¹ç²å å·¥ä½é产çå½±åãå æ¤ä¸ºä¿è¯æ¯å¯åé¢ä½éåé åçï¼æç« éæ©å½±åæ¯å¯å°ºå¯¸åºå为åå ¥ç¹è¿è¡ç 究ãç»æ表æï¼ä»¥å·¥åºå¾ç²åºåæ¥ç¼å¶æ¯å¯å¾å¯ä½¿æ¯å¯ç²å å·¥ä½é误差æå°ï¼ä¿è¯æ¯å¯åé¢çä½ç½®å尺寸ï¼æ´éè¦çæ¯æç»æè°çæ¯å¯âåºåâç°è±¡ãè¿ç§æ¯å¯å°ºå¯¸çç¼å¶æ¹å¼å¯¹åå°èæï¼æé«ç²¾åº¦ï¼éä½å·¥åºï¼ä¿è¯è´¨éé½ä¼äº§ç积æå½±åã
å ³é®è¯ï¼æ¯å¯;åºå;å å·¥ä½é
ä¸å¾åç±»å·ï¼U466 æç®æ è¯ç ï¼A æç« ç¼å·ï¼1671-7988ï¼2020ï¼17-153-03
Demonstration and Application of âthe method of blank's dimensionsâ
Yan Zonghongï¼ Zhou Juan
ï¼ Shannxi Fast Auto Drive Group Co.ï¼ Ltd.ï¼ Shaanxi Xian 710119 ï¼
Abstractï¼ The blank drawing is a drawing which adds machining allowance to the detail and simplifies the structure. But in some casesï¼ such blank drawing will have an effect on the rough machining allowance. Thereforeï¼ in order to ensure the reasonable allocation of the blank surface allowanceï¼ the paper chooses the criterion of influencing the blank size as the starting point to study. The results show that the rough machining allowance error can be minimized by using the rough datum of process drawingï¼ the position and size of each surface of the blank can be guaranteedï¼ and more importantlyï¼ the so-called "waste" phenomenon of the blank can be eliminated. This method of drawing up the blank drawing will have a positive impact on reducing consumablesï¼ improving accuracyï¼ reducing procedure and ensuring quality.
Keywordsï¼ Blank; Standard; Machining allowance
CLC NO.ï¼ U466Â Document Codeï¼ AÂ Article IDï¼ 1671-7988ï¼2020ï¼17-153-03
åè¨
ä¸è¬æ æ³ä¸ï¼æ¯å¯å¾å°ºå¯¸é½æ¯å¨ç¸å¯¹åºçé¶ä»¶æåå¾å°ºå¯¸ï¼éè¿å å·¥ä½éæ¥ç¼å¶ã两è åèåºåç¸åãä½æ¯è¿ç§æ 注形å¼ä¼å¯¼è´æäºç²å å·¥ä½éå ¬å·®å¾å¤§ï¼å®¹æåºç°ä¸å¿ è¦çæ¯å¯ä¸åéæ åµã为æ¤ï¼å¯ä»¥è®¾è®¡ä¸ç§ä¼ååçæ¯å¯å°ºå¯¸æ 注æ¹æ³ã
1 å·¥èºæ®µéåºåçæ¹æ³
é¶ä»¶å¾ç尺寸ååºåè¦åæ»æå¾æ¾å¨ä¸èµ·çï¼ä¸ºä¿è¯ç²¾åº¦ï¼åºåç¸åååï¼å³å·¥åºä¸é¶ä»¶å¾åºåç¸åï¼å¿ 须满足ãä¿è¯æåé¶ä»¶ç精度为ç®çï¼é£ä¹ç²¾å å·¥åºååºä¸æåå¾çåºåä¹æ好éå;æ¯å¯å¾æ åç尺寸åå ¶åºåçéæ©åºéç¹ä¿è¯é¶ä»¶å¨ç²å å·¥æ¶æåååççç²å å·¥ä½éï¼å段æ¯å¯å°ºå¯¸äºä¸å½±åï¼å¹¶è½ä½¿éå å·¥é¢ä¸å个å å·¥é¢ä¿æç¸å¯¹åç¡®çä½ç½®å ³ç³»ï¼æ¯å¯å°ºå¯¸æ 注çåååºä»¥æ¤ä¸ºç®çã
2 ç¹å¾æ¦å¿µ
ç²åºåå¯ä»¥éåç¸å¯¹ä½ç½®è¾ä¸ºæ£ç¡®çéå 工表é¢ï¼åæ¶è¦æ±è¯¥å 工表é¢çå å·¥ä½éä» å¯ä»¥ååãé£ä¹å¦ä½ç¡®è®¤ç²åºåå¢ï¼ä¸è¬æ åµä¸ï¼å¯¹å·¥åºå°ºå¯¸åæ¯å¯å°ºå¯¸åæ¶æå½±åçä½ç½®ç¡®å®ä¸ºç²åºåã
2.1 å ¬å·®æå°åå
ç²å å·¥æ¶ï¼ç²åºåé¢çå å·¥ä½éåªåé¶ä»¶å¾ å å·¥é¢çå½¢ç¶è¯¯å·®æå ³ï¼ä¸æ¯å¯ç尺寸åä½ç½®è¯¯å·®æ å ³ã
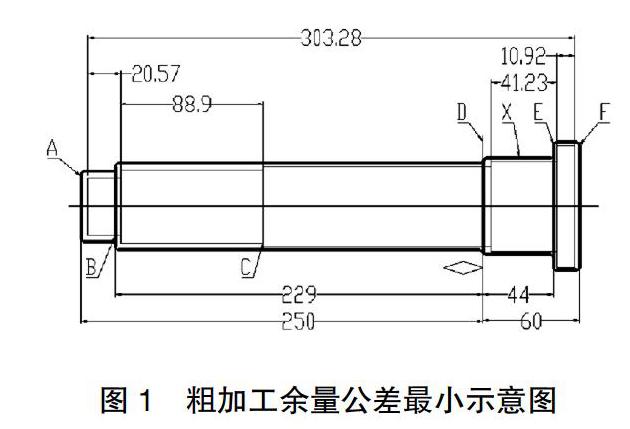
设å¾1ï¼ä¸ç«¯ä¸ºé¶ä»¶å°ºå¯¸ï¼ä¸ç«¯ä¸ºæ¯å¯å°ºå¯¸ï¼â为ç²åºå符å·ï¼ä¸è¯¥é¶ä»¶å å·¥æ¶ç²åºå为Dé¢ï¼åå·¥åºå°ºå¯¸åå«ä¸ºï¼DF1ï¼F1A1;A1B1ï¼B1C1ï¼F1E1ï¼F1D1ãæç §å·¥èºå°ºå¯¸å¼è¦æ±ï¼å 以Dé¢ä¸ºç²åºåï¼å ä¿è¯å°ºå¯¸60mmç尺寸çDF1ï¼å¨ä¿è¯D E1ï¼ Dçç²å å·¥ä½éDD1åªåF1ï¼E1ï¼D1è¿å 个å å·¥é¢çå·¥åºä¼éï¼åé¶ä»¶æ¯å¯å°ºå¯¸å¤§å°æ å ³ãèEé¢çç²å å·¥ä½éEE1-Eå°DF1E1ï¼é¤åå·¥åºå å·¥Eé¢åFé¢æå ³ï¼è¿åEä¸Dåºåä¹é´ç尺寸æå ³ãåæ ·ï¼æ¯å¯å¨å·²å®ä¹çç²åºåä¸çå å·¥ä½éåå·¥åºä½ç½®è¯¯å·®æå ³ï¼èæ¯å¯çä½ç½®è¯¯å·®å¯¹å ¶æ å½±åãå·¥åºè¯¯å·®ç¸æ¯æ¯å¯å ¶ä»è¯¯å·®åæ¯æå°çï¼å¨å å·¥è¿ç¨ä¸ä¹æ¯å½±åæå°çï¼æ以å¨ç²å å·¥ä¸å¯¹äºåºåé¢çå å·¥ä½éå ¬å·®æå°ã
2.2 å·²å å·¥ä½ç½®è¯¯å·®æå°
å¨å¾1ä¸D为ç²åºåé¢ï¼ä¸å å·¥æ¶ï¼ååºä¿è¯çä½ç½®å ³ç³»ä¸ºï¼Dâ¥F1ï¼Fâ¥A1ï¼F1â¥X;F1â¥E1ï¼E1â¥X1ã
æç §å·¥èºå°ºå¯¸å¼è¦æ±ï¼DåXçä½ç½®å ³ç³»ä¸ºDâ¥X1- Dâ¥Fâ¥E1â¥X1ï¼å¯ä»¥çåºï¼DåX1çä½ç½®åªåå·¥åºä½ç½®Dâ¥F1ï¼F1â¥E1ï¼E1â¥X1æå ³ï¼åæ¯å¯å ¶ä»é¢ä½ç½®è¯¯å·®æ å ³ãç¸æ¯è¾BåX1çä½ç½®å ³ç³»ä¸ºï¼Bâ¥X1-Dâ¥F1â¥E1â¥X1ï¼å¯ä»¥çåºï¼BåX1çä½ç½®å ³ç³»é¤åæå ³çå·¥åºä½ç½®æå ³å¤ï¼è¿ä¸BåDä¹é´çä½ç½®è¯¯å·®æå ³ãå·¥åºä½ç½®è¯¯å·®ç¸æ¯æ¯å¯å ¶ä»åé¢ä½ç½®è¯¯å·®åæ¯æå°çï¼æ以å¨ç²å å·¥ä¸å¯¹äºåºåé¢åå ¶ä»å·²å å·¥é¢çä½ç½®è¯¯å·®æå°ã
3 ç²å å·¥ç§åæ¯é¢å å·¥ä½éåæ
ä»ä¸å·²ç¥ï¼éåºåé¢çå å·¥ä½éä¸å·¥åºå°ºå¯¸åç²åºåä¹é´ç尺寸æå ³ãå¨2.1ä¸Eé¢çç²å å·¥ä½éEE1-Eå°DF1E1ï¼é¤åå·¥åºå å·¥Eé¢åFé¢æå ³ï¼è¿åEä¸Dåºåä¹é´ç尺寸æå ³ãå¦æEçåèåºå为Dï¼åE1åF1åªæä¸ä¸ªæ¯å¯å°ºå¯¸EDå½±åå å·¥ä½éï¼å¦åå°æ两个æ两个以ä¸çæ¯å¯å°ºå¯¸å½±åä½éç²å å·¥EE1ãåå®æé¶ä»¶å¾çæ 注形å¼æ 注æ¯å¯å°ºå¯¸ï¼è§å¾2ä¸ç«¯ä¸ºé¶ä»¶å°ºå¯¸ï¼ä¸ç«¯ä¸ºæ¯å¯å°ºå¯¸ï¼ï¼Eé¢çæ 注åºå为Fé¢ï¼Fé¢çæ 注åºå为Dé¢ï¼åEE1-EFDF1E1ï¼æ两个æ¯å¯å°ºå¯¸EFï¼FDå½±åEE1ï¼è¿æ ·å°±æå¤åæ¹é¢å æ¬å½±åå 工尺寸ï¼æä»¥å¿ é¡»è¦çæè¾å¤§çå å·¥ä½éï¼è¿å¸¸å¸¸ä½¿æ¯å¯ç²å å·¥æ¶å°ºå¯¸ç¸äºçµæ¯ï¼é æä¸å¿ è¦çæè°æ¯å¯åºåãèå å·¥ä½éå¤å°ç´æ¥å½±åå·¥èºèæåææ¬ï¼å æ¤ï¼ç¼å¶æ¯å¯å·¥èºæ¶ï¼åèåºåä» å¯è½éæ©å å·¥æ¶çç²åºåï¼è¿æ ·å¯¹æ¯å¯å ¶ä»ä½ç½®å å·¥æ¶çå½±åææ¯æå°ï¼å å·¥æ¶åªè¦ä¿è¯è¯¥åºåçï¼å°±å¯ä»¥ä¿è¯æåç尺寸ï¼èæå°åºååå对æ¯å¯çå å·¥è¦æ±ä¹æ¯æå°çã
4 å å·¥é¢ä¸éå å·¥é¢çä½ç½®è¯¯å·®
ä¸ä¾ä¸Bé¢åX1é¢ä½ç½®å ³ç³»Bâ¥X1-B-Dâ¥F1â¥E1â¥X1为ä¾æ¥åæè¿ä¸ªé®é¢ï¼å以ä¸ä½éåæç¸åï¼å¦æBé¢çä½ç½®æ 注åºå为Dé¢ï¼åBâ¥X1-Bâ¥Dâ¥F1â¥E1â¥X1ï¼åªæBâ¥Dè¿ä¸æ¯å¯ä½ç½®è¯¯å·®å½±åBâ¥X1ï¼å¦åå°ææ´å¤çæ¯å¯ä½ç½®è¯¯å·®å½±åBâ¥X1ãè¥æé¶ä»¶å¾çæ 注形å¼æ 注æ¯å¯å°ºå¯¸ï¼è§å¾2ï¼ï¼æ¯å¯Bé¢çåºå为Aé¢ï¼Aé¢çåºå为Fé¢ï¼Fé¢çåºå为Dé¢ï¼åBâ¥X1â¦Bâ¥Aâ¥Fâ¥Dâ¥F1â¥E1â¥X1ï¼æBâ¥Aï¼Aâ¥Fï¼Fâ¥Dä¸ä¸ªæ¯å¯ä½ç½®è¯¯å·®å½±åBâ¥X1ãå èä»åå°å å·¥é¢ä¸éå å·¥é¢çä½ç½®è¯¯å·®èèï¼å¯¹æ¯å¯åé¢æåºçä½ç½®è¯¯å·®åºè¯¥å·²å å·¥æ¹æ¯å¯æ¶æéç¨çç²åºå为åºåã
5 æ¯å¯æ 注çåºååå
æ¯å¯å¾å¯¹å°ºå¯¸çè¦æ±ï¼å æ¬å½¢ä½åºåï¼å¨å å·¥æ¶ï¼åºè¯¥éµå¾ªç²åºåååãä¸æ¹é¢ï¼è¿æ ·å¨å å·¥æ¶ï¼å¯ä»¥ä½¿å å·¥ä½éçå ¬å·®æå°ï¼ç»åºè¾å°è¿ç»éå®æå å·¥ï¼å°±å¯ä»¥ææ¯å¯é¶ä»¶åçæ´å°ï¼éä½ææææ¬;ä¹å¯ä»¥ä½¿å å·¥é¢ç¸å¯¹äºéå å·¥é¢çä½ç½®å°ºå¯¸æ´å åç¡®ï¼ä»¥é¶ä»¶çæåçã
æç §æä¸æè¿°çæ åæ¹æ³æ¯ææçï¼è¿å°±è¦æ±æ们å¨å¶é æ¯å¯è¿ç¨ä¸å°½éæç §é¶ä»¶åºåè¦æ±ç产ï¼å¯¹æ¯å¯ç£¨å ·ç产åå¶é å·¥èºå°±ææ´ä¸¥æ ¼è¦æ±ï¼ä¹å°±æ¯è¯´æ¯å¯å°ºå¯¸æ§å¶çæ¯å¦æ°å½ï¼ä¼ç´æ¥å½±åå å·¥èæåè´¨éå½ç¶ãä½æ¯æäºå¤æé¶ä»¶æ¯å¯ç产工èºæ¬èº«å°±å¾é¾ï¼Â  å®å ¨æç §æ¤ååè¿è¡å¯è½æªå¿ è¡ä¹ææï¼æ以è¿ä¹æ¯åææå°çä¸ç§ä¼åäºçæ¹æ³ã
6 ç»è®º
综ä¸èèå°è¿ç§æ¯å¯æ åæ¹å¼ï¼å¯ä»¥ä»åå°å å·¥ä½é;æé«å å·¥ä½ç½®ç²¾åº¦é½æææ¹åãä¸ä¸ªé¶ä»¶ä»æ»æè¦æ±ç精度尺寸å°å å·¥ç²åºåç¡®å®ï¼ä»å·¥åºç²åºååæ¯å¯å¾ç²åºåä¸è´å°æ¯å¯å¾å°ºå¯¸æâååâæ 注ï¼ä»å·¥èºå°ºå¯¸å¼åçç计ç®å°ä¼éæ佳工èºæ¹æ¡ï¼ä½¿é¶ä»¶ä»æ¯å¯å°æºå å·¥ç´è³æåæä¸ä¸ªå¾å¥½çè¯æ§å¾ªç¯ï¼ä»èå ¨é¢ãç³»ç»ãç§å¦å°æé«äºå·¥èºæ°´å¹³ï¼å°ä½¿æºæ¢°å å·¥è¡ä¸æè´¨çé£è·ã
注ï¼æä¸å¾çä¸è±æåæ¯ä¸ºåé¢ä»£å·ï¼ä¸æ 为该表é¢é¢å 工次æ°ï¼æ ä¸æ ç为æ¯å¯é¢ï¼ä¸æ 1表示第ä¸æ¬¡å å·¥çé¢ã
åèæç®
[1] å¢ç§æ.æºæ¢°å¶é ææ¯åºç¡.3ç[M].æºæ¢°å·¥ä¸åºç社ï¼2008.
[2] éå®é§.å®ç¨æºæ¢°å 工工èºæå[M].æºæ¢°å·¥ä¸åºç社ï¼1997.
[3] æ³å£«ç¹å·¥èºå å·¥æ导ä½ä¸.å é¨ææï¼2015.
[4] å°¹ææ¹ï¼å¨æ¹å¦.æºæ¢°å 工工èºç®æéæ¥æå[M].åå¦å·¥ä¸åºçç¤¾ï¼ 2016.
 汽车å®ç¨ææ¯2020å¹´17æ
汽车å®ç¨ææ¯2020å¹´17æ
- 汽车å®ç¨ææ¯çå ¶å®æç«
- ææ°è½æºæ±½è½¦åè±è£ 饰罩模æåæä¸ä¼å设计
- åè½®ç¬ç«é©±å¨ä¸è½¬åçµå¨æ±½è½¦å轮转åç 究综述
- çµå¨æ±½è½¦å¶å¨åçåé åæåä¼å
- æ纯çµå¨è½»å¡è½¦æ¶æ¨¡æåæä¸ä¼å设计
- å¤è¾å ¥çµå¨æ±½è½¦å çµè£ ç½®ç设计
- æµ ææ°è½æºæ±½è½¦è½éåæ¶